I. Introducción
II. Resumen
Naturaleza del algodón
Clasificación Autoridad
Ámbito de influencia
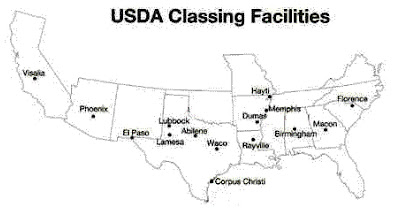
Instalaciones
Muestras
Procesamiento de las muestras
Metodología de la clasificación
Divulgación de los datos
III. Clasificación del algodón upland
A. Determinaciones por medio de instrumentos
Longitud de fibra
Uniformidad de la longitud
Resistencia de la fibra
Micronaire
Color
Basura
B. Determinaciones del clasificador
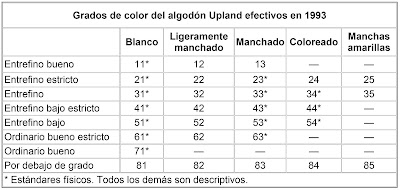
Grado de color
Graduación de hoja
Preparación
Materia extraña
IV. Clasificación del algodón pima americano
V. Confiabilidad de los datos de clasificación
VI. Control de calidad
Control del proceso
Especificaciones de rendimiento del equipo
Acondicionamiento del laboratorio
Acondicionamiento de las muestras
Iluminación del laboratorio
Selección del algodón para uso en la calibración
Establecimiento de los valores del algodón de calibración
Cotton
Calibración de los instrumentos
Programa de comprobación de lotes
VII. Cuadros
Cuadro A: Cuadro de color para el algodón Upland americano Cuadro
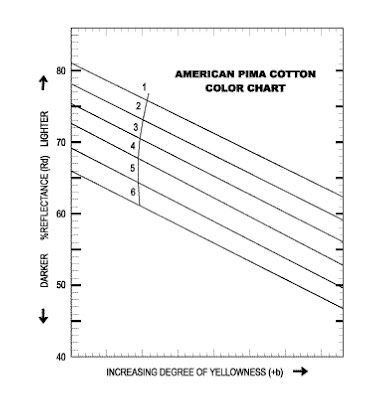
B: Cuadro de color para el algodón Pima americano
Una sola libra de algodón puede contener más de 100 millones de fibras individuales. Cada una de ellas es un retoño de una sola célula que se desarrolla en la capa superficial de la semilla del algodón. Durante las primeras etapas del crecimiento, la fibra alcanza su longitud final como un tubo fino con paredes. A medida que madura, la pared de la fibra aumenta de grosor gracias a los depósitos de celulosa que se acumulan dentro del tubo y que dejan un área hueca en el centro. Cuando el período de crecimiento termina y el material vivo muere, la fibra se colapsa y se enrolla alrededor de su propio eje.

Instalaciones
{kind=link}
 Una vez que las fibras de algodón han sido separadas de las semillas, limpiadas para eliminar los residuos de la planta u otra materia extraña y prensadas en la despepitadora, un agente autorizado toma una muestra de 4 onzas de cada lado de la paca y la envía al USDA para su clasificación oficia
Una vez que las fibras de algodón han sido separadas de las semillas, limpiadas para eliminar los residuos de la planta u otra materia extraña y prensadas en la despepitadora, un agente autorizado toma una muestra de 4 onzas de cada lado de la paca y la envía al USDA para su clasificación oficia Las muestras son recolectadas en los puntos de muestreo, generalmente a diario, y entregadas al centro de clasificación del USDA asignada a ese área.
Las muestras son recolectadas en los puntos de muestreo, generalmente a diario, y entregadas al centro de clasificación del USDA asignada a ese área. 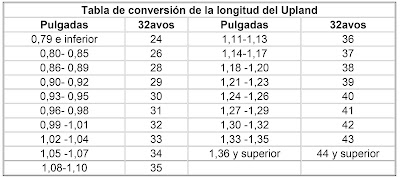
La longitud de la fibra viene determinada en gran medida por la variedad, pero la exposición de la planta de algodón a temperaturas extremas, exceso de agua o deficiencias nutritivas puede acortar su longitud. Un exceso de limpieza y secado en el despepitado también puede acortar la fibra.
La longitud de la fibra también puede afectar la resistencia del hilado, su uniformidad y la eficiencia del proceso de hilado. La finura del hilado que se puede producir a partir de unas fibras determinadas también se ve influenciada por la longitud de la fibra.

Las mediciones de la resistencia se toman en gramos por tex. Una unidad tex es igual al peso en gramos de 1.000 metros de hilo. Por lo tanto, la resistencia es la fuerza en gramos requerida para romper un grupo de fibras de un tamaño de una unidad tex. La tabla siguiente se puede utilizar como guía para interpretar las mediciones de resistencia de la fibra.
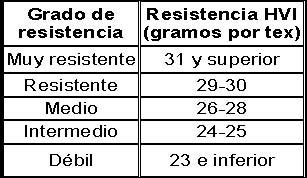
Existe una correlación importante entre la resistencia de la fibra y la resistencia del hilado. Además, el algodón con una resistencia de fibra alta resistirá mejor a posibles roturas durante el proceso de hilatura.
Micronaire es una medida de la finura y madurez de la fibra. Se usa un instrumento a base de aire comprimido para medir la permeabilidad al aire de una masa constante de fibras de algodón comprimidas a un volumen fijo. El cuadro siguiente se puede utilizar como guía para interpretar las mediciones en micronaire.
Cuando llegan a las instalaciones de clasificación del USDA, las muestras son acondicionadas hasta alcanzar un contenido de humedad estándar antes de comenzar el proceso de clasificación.
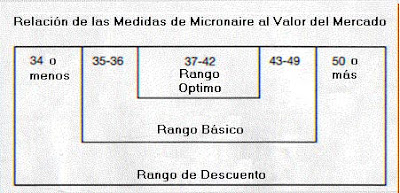
Las mediciones en micronaires se pueden ver influenciadas durante el período de crecimiento por ciertas condiciones del medio ambiente, tales como la humedad, la temperatura, la luz solar, los nutrientes y ciertas condiciones extremas en la población de plantas o cepellones.
La finura de la fibra afecta el proceso y la calidad del producto final de varias maneras. Durante los procesos de apertura, limpieza y cardado, los algodones de bajo micronaire o fibra fina requieren velocidades de procesamiento más lentas para evitar dañar las fibras. Los hilados hechos de fibras más finas resultan en más fibras por sección transversal, lo que a su vez produce hilados más resistentes. La absorción y retención de tintes varía según la madurez de las fibras. Cuanto mayor la madurez, mayores serán la absorción y la retención.
Color
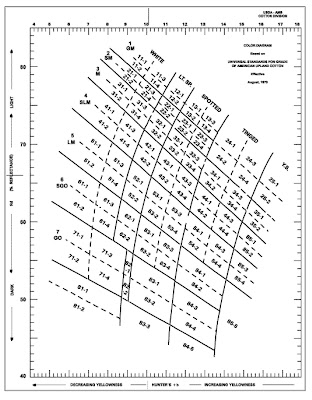
El color del algodón viene determinado por el grado de reflectancia (Rd) y amarillez (+b). La reflectancia indica el grado de lustre de una muestra y la amarillez indica el grado de pigmentación de color. Se utiliza un código de color de tres dígitos. El código de color se determina localizando el punto en que intersectan los valores de Rd y +b en el diagrama colorímetro de Nickerson-Hunter para el algodón tipo Upland que es el mas comun (vea el cuadro A).
El color de las fibras de algodón puede verse afectado por lluvias, heladas, insectos y hongos y por manchas debidas al contacto con el suelo, la hierba o la hoja de la planta de algodón. También se puede ver afectado por un exceso de humedad y por los niveles de temperatura durante el período de almacenamiento, antes y después del despepitado.
A medidas que el color del algodón se deteriora debido a las condiciones medioambientales, la probabilidad de que se reduzca la eficiencia del procesamiento aumenta. El deterioro del color también afecta la capacidad de las fibras para absorber y retener tintes y acabados.

Por medio de la tecnología y equipo más avanzados, las muestras son clasificadas en configuraciones de línea de ensamblaje con los resultados de las mediciones de fibra transmitidos electrónicamente a la base de datos informática de la instalación de clasificación.
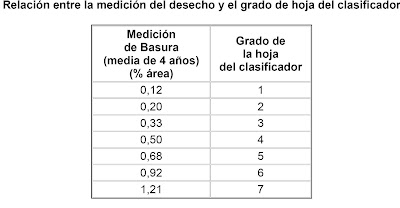
Basura
Basura es una medida de la cantidad de material en el algodón que no es material hilable , tal como hojas y corteza de la planta. La superficie de la muestra de algodón es leida/lector tico con una cámara de vídeo y se calcula el porcentaje del área de la superficie que está ocupado por partículas de basura. Aunque la determinación del desecho y el grado de hojas (a continuación) no es el mismo, existe una correlación entre los dos como se muestra en la tabla siguiente.
B. Determinaciones del clasificador
Aunque el USDA proporciona mediciones con instrumentos del color y de la basura, el método tradicional de determinación por un clasificador para color, hoja y materia extraña sigue siendo útil para la industria del algodón y continúa siendo incluido como parte de la clasificación oficial del USDA.
Los resultados de la clasificación, mantenidos por la instalación local de clasificación en una base de datos a informática, están disponibles inmediatamente para los agricultores y sus agentes en el momento de la clasificación. El medio estándar de divulgación de datos son las telecomunicaciones de computador a computador. Los datos de las pacas individuales están disponibles sólo para el propietario actual del algodón. Cuando adquieren el derecho de propiedad del algodón, los comerciantes y fabricantes pueden obtener los datos en la base de datos central Beltwide.
Graduación del color
Hoy 25 grados de color oficiales para el algodón Upland americano, además de cinco categorías de color por debajo de grado, como se muestra en la tabla siguiente. El USDA mantiene estándares físicos para 15 de los grados de color. Los demás son
Graduación de hoja
El grado de hoja del clasificador es una estimación visual de la cantidad de partículas de hoja de la planta de algodón presentes en la muestra. Existen siete grados de hoja, designados de "1" a "7" y todos ellos están representados por estándares físicos. Además, existe una designación "por debajo de grado" que es descriptiva.
El contenido de hoja se ve afectado por la variedad de la planta, los métodos de recolección y las condiciones durante la cosecha. La cantidad de hoja que queda en el algodón después del despepitado depende de la cantidad presente en el algodón antes del despepite y en el tipo y cantidad de equipo de limpieza y secado utilizado. Incluso si se usan los métodos de recolección y desgrane más cuidadosos, siempre queda una pequeña cantidad de hoja en el algodón.
Desde el punto de vista de la fabricación, el contenido de hoja es todo desperdicio y hay costos asociados con su eliminación. Además, las partículas más pequeñas no siempre se pueden eliminar con éxito y pueden afectar la calidad del tejido final.
Preparación
Preparación es un término que se usa para describir el grado de suavidad o aspereza con que se despepita el algodón. Los diferentes métodos de pizca, manejo y despepite del algodón producen diferencias en la aspereza o suavidad que a veces son muy aparentes.
Materia extraña
Materia extraña es cualquier sustancia en el algodón que no sea fibras u hojas. Algunos ejemplos de materia extraña pueden ser corteza, hierba, vástagos enroscados, fragmentos de envoltura seminal, polvo y aceite. El tipo de la materia extraña, y una indicación de la cantidad (poca o mucha), son anotados por el clasificador en el documento de clasificación.
IV. Clasificación del algodón Pima americano
Los procedimientos de clasificación para el algodón Pima americano son similares a los del algodón Upland americano, incluida la transición a la medición con instrumentos. Se usan diferentes estándares de graduación debido a que el color del algodón Pima americano es un amarillo más intenso que el Upland (vea el cuadro B, diagrama colorímetro del Pima americano). Además, el proceso de despepite del algodón Pima americano (despepite con rodillo) no es el mismo que para el Upland (despepite con sierra). El proceso de desgrane con rodillo resulta en una apariencia que no es tan uniforme como con el proceso con sierra.
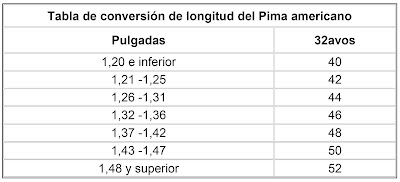
Existen seis grados oficiales (grados de "1" a "6") para el algodón Pima americano, todos ellos representados por estándares físicos, además de uno por debajo de grado, que es descriptivo. Para convertir la longitud de fibra del Pima americano de 32avos a cientos de pulgada se usa una tabla diferente. Es la tabla siguiente.
La posibilidad de reproducir los resultados de clasificación de una instalación del USDA a otra es la medida que se utiliza para determinar la confiabilidad de los datos que produce. La reproducción de los mismos datos en diferentes laboratorios es más difícil que dentro del mismo laboratorio o máquina, debido a que es también más difícil mantener condiciones de prueba idénticas. Una comparación de los resultados en los distintos laboratorios proporciona una evaluación más realista del grado de similitud que se puede esperar en el laboratorio del fabricante después del envío del material a la planta textil. La tabla siguiente refleja el grado de reproducción de resultados entre distintos laboratorios del USDA hasta el año 1997. Estos resultados están basados en más de 100.000 muestras de pruebas de lote, seleccionadas aleatoriamente y a diario entre la producción de cada línea de instrumentos y cada clasificador en todas las instalaciones de clasificación del USDA durante la temporada de 1997 y que fueron sometidas a prueba de nuevo en la unidad de Garantía de calidad de la agencia en la Ciudad de Memphis.
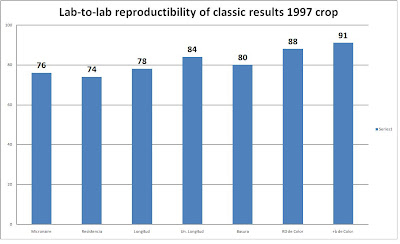 Los resultados se obtienen con las tolerancias permitidas siguientes: Longitud, 0,02 pulgadas; Unidad de longitud., 1,0 por ciento; Resistencia, 1,5 g/tex; Micronaire, 0,1 unidades; Rd de color, 1,0 unidades; +b de color, 0,5 unidades; Basura , 0,1 % área.
Los resultados se obtienen con las tolerancias permitidas siguientes: Longitud, 0,02 pulgadas; Unidad de longitud., 1,0 por ciento; Resistencia, 1,5 g/tex; Micronaire, 0,1 unidades; Rd de color, 1,0 unidades; +b de color, 0,5 unidades; Basura , 0,1 % área.VI. Control de calidad
Control del proceso
Los estudios de capacidad de proceso del equipo de clasificación operado por el USDA se llevan a cabo de forma periódica para determinar la capacidad general del equipo en lo que se refiere a precisión. A su vez, los resultados del estudio se utilizan para establecer los límites de tolerancia para las variaciones en las mediciones.Especificaciones de rendimiento del equipo
Las especificaciones para el rendimiento mínimo del equipo son una parte integral del proceso de adquisición del USDA. Las especificaciones para la entrega de equipo nuevo en 1998 incluyen las siguientes tolerancias permitidas de exactitud y precisión.
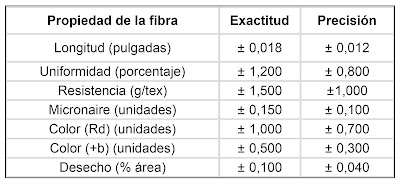
El término "exactitud" se refiere a la capacidad de un instrumento para medir correctamente una cierta propiedad en relación con su valor auténtico. El término "precisión" se refiere a la capacidad de un instrumento para reproducir el mismo resultado todo el tiempo.
Acondicionamiento del laboratorio
Las condiciones atmosféricas influyen en las mediciones de las propiedades de la fibra de algodón. Por lo tanto, la temperatura y la humedad del laboratorio de clasificación deben controlarse ictamente. La temperatura se debe mantener a 70 °F, más o menos 1 grado, y la humedad relativa se debe mantener al 65 por ciento, más o menos 2 por ciento.
Acondicionamiento de la muestra
Las muestras se preparan para igualar el contenido de humedad con las condiciones atmosféricas aprobadas. Las muestras preparadas tendrán un contenido de humedad de entre 6,75 y 8,25 por ciento (peso en seco). Las muestras se pueden preparar de forma activa o pasiva.
En la preparación pasiva, las muestras se colocan en capas de a una en bandejas que tienen el
fondo perforado para permitir la libre circulación del aire. Las muestras deben estar expuestas a la atmósfera aprobada hasta que se alcance el nivel de humedad especificado, generalmente durante 48 horas.
En la preparación activa, se utiliza una unidad de "acondicionamiento rápido" en la cual se hace circular aire a través de la muestra en las condiciones atmosféricas aprobadas hasta que se alcanza el equilibrio. El período de tiempo requerido para preparar las muestras adecuadamente puede reducirse a 10 minutos.
Se comprueba el contenido de humedad de las muestras preparadas para verificar que se ha alcanzado el nivel apropiado. El contenido de humedad de las muestras a ser probadas no debe variar en más de un porcentaje de un punto del contenido de humedad de los algodones de calibración.
Iluminación del laboratorio
Las condiciones de iluminación de los laboratorios del USDA se mantienen para proporcionar un mínimo de 100 bujías por pie en el nivel de clasificación. Se utilizan lámparas especiales que proporcionan la mejor percepción del color auténtico posible. Todas las superficies del laboratorio son blancas, grises o negras y las paredes son de color blanco amarillento, para mejorar aun más la percepción del color.
Selección del algodón para uso en la calibración
El algodón para la calibración de los instrumentos debe pasar controles de selección rigurosos. Como primer paso, el USDA lleva a cabo una búsqueda intensa en busca de las pacas de algodón más uniformes de la cosecha. Las candidatas pasan por un proceso de selección destinado a determinar cuál de ellas muestra la mayor uniformidad en la calidad de la fibra y para ello se someten a prueba seis muestras sacadas de cada una de las balas. Las balas que no producen resultados muy uniformes no se siguen considerando como candidatas. Las que pasan las pruebas preliminares pasan por un análisis detallado, que se describe a continuación, para determinar si cumplen con los estándares del USDA para su certificación y uso como algodón de calibración.
Establecimiento de los valores del algodón de calibración
En la actualidad, cinco laboratorios colaboran para establecer los valores de los algodones de calibración; cuatro son instalaciones del USDA y el otro es un laboratorio independiente de la comunidad investigadora. Este laboratorio mantiene las condiciones atmosféricas y los procedimientos de preparación de las muestras de acuerdo con las especificaciones del USDA. Los laboratorios realizan un total de 180 pruebas por bala y los resultados se utilizan para determinar los valores asignados a los algodones de calibración. Para su uso como referencia, las muestras de algodones de calibración previamente establecidos, o de "referencia", se incluyen en las pruebas, junto con las muestras de las balas candidatas. Si los resultados dentro de una paca exceden los límites preestablecidos, dicha paca es rechazada. Si se cumplen los criterios de prueba, la bala es aceptada y su contenido empaquetado para su distribución como algodón de calibración
Calibración de los instrumentos
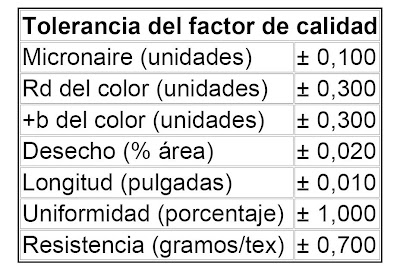
Los instrumentos se calibran con la ayuda de algodones de calibración para ajustar la longitud, la uniformidad de la longitud, el micronaire y la resistencia. Se usan azulejos cerámicos para calibrar las medidas de color y desecho. Además de esta calibración, varias veces en cada turno de 8 horas se someten a prueba en cada instrumento muestras de valores ya conocidos. Si el valor de la prueba difiere del valor conocido por encima de los límites de tolerancia especificados, se toman las acciones correctivas necesarias. Las tolerancias de calibración para 1998 son:
Programa de comprobación de lotes
El Programa de comprobación de lotes del USDA (Departmento de Agricultura de los Estados Unidos) garantiza que todas las instalaciones de clasificación de algodón del USDA en las zonas Algodoneras de los Estados Unidos proporcionen resultados de prueba uniformes. Bajo este programa, un ordenador selecciona aleatoriamente muestras de la producción de cada línea de instrumentos y de cada clasificador en cada uno de los turnos laborales. Estas muestras se envían de un día para el otro a la unidad de Garantía de Calidad del USDA en Memphis, Tennessee, donde se vuelven a someter a prueba. Los resultados son comparados con la clasificación original y esta información es telecomunicada inmediatamente a la oficina original donde se ajustan los niveles según sea necesario. El USDA mantiene un registro de las comparaciones de cada instrumento y cada clasificador por períodos diarios, semanales y por temporada. Los resultados del Programa de comprobación de lotes de la cosecha de 1997 se incluyeron arriba.
Cuadro de color para el algodón Upland americano
Cuadro de color para el algodón Pima americano